

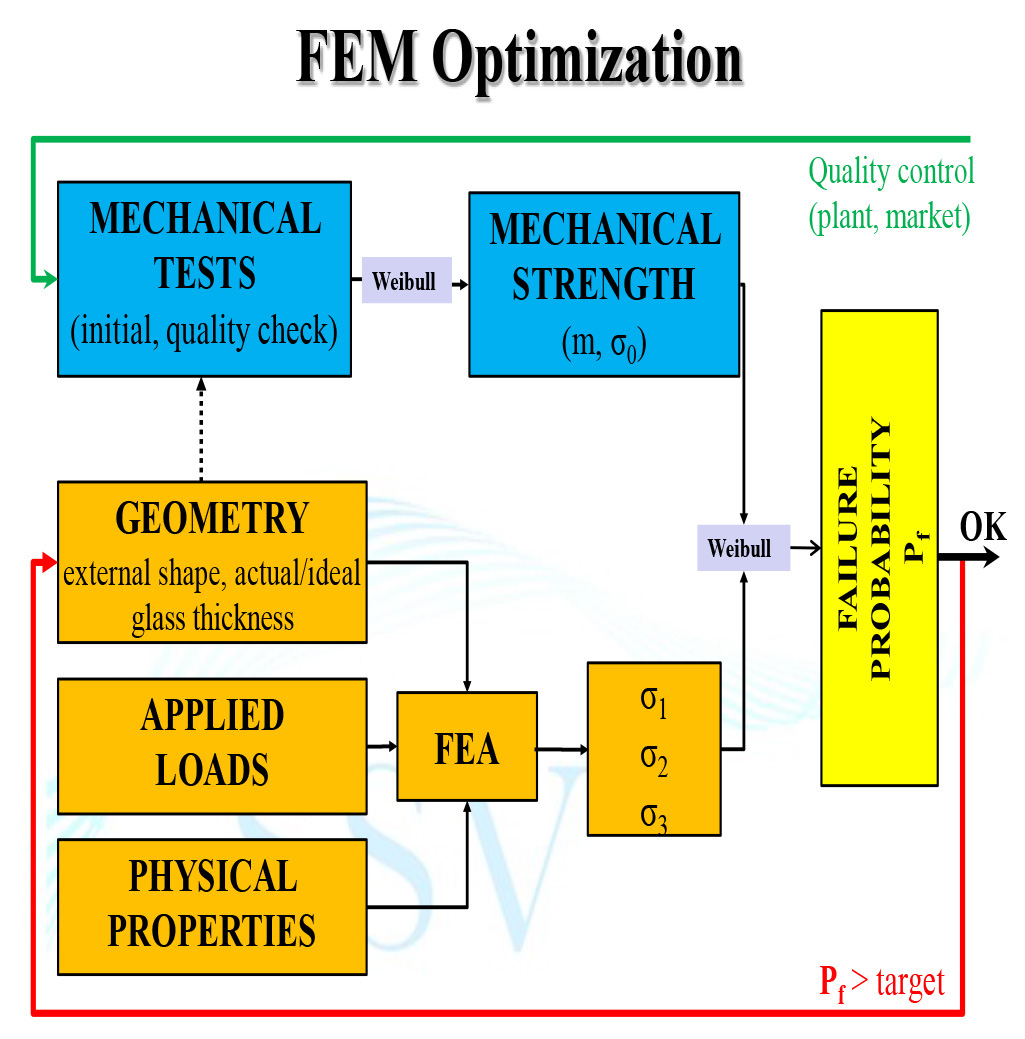
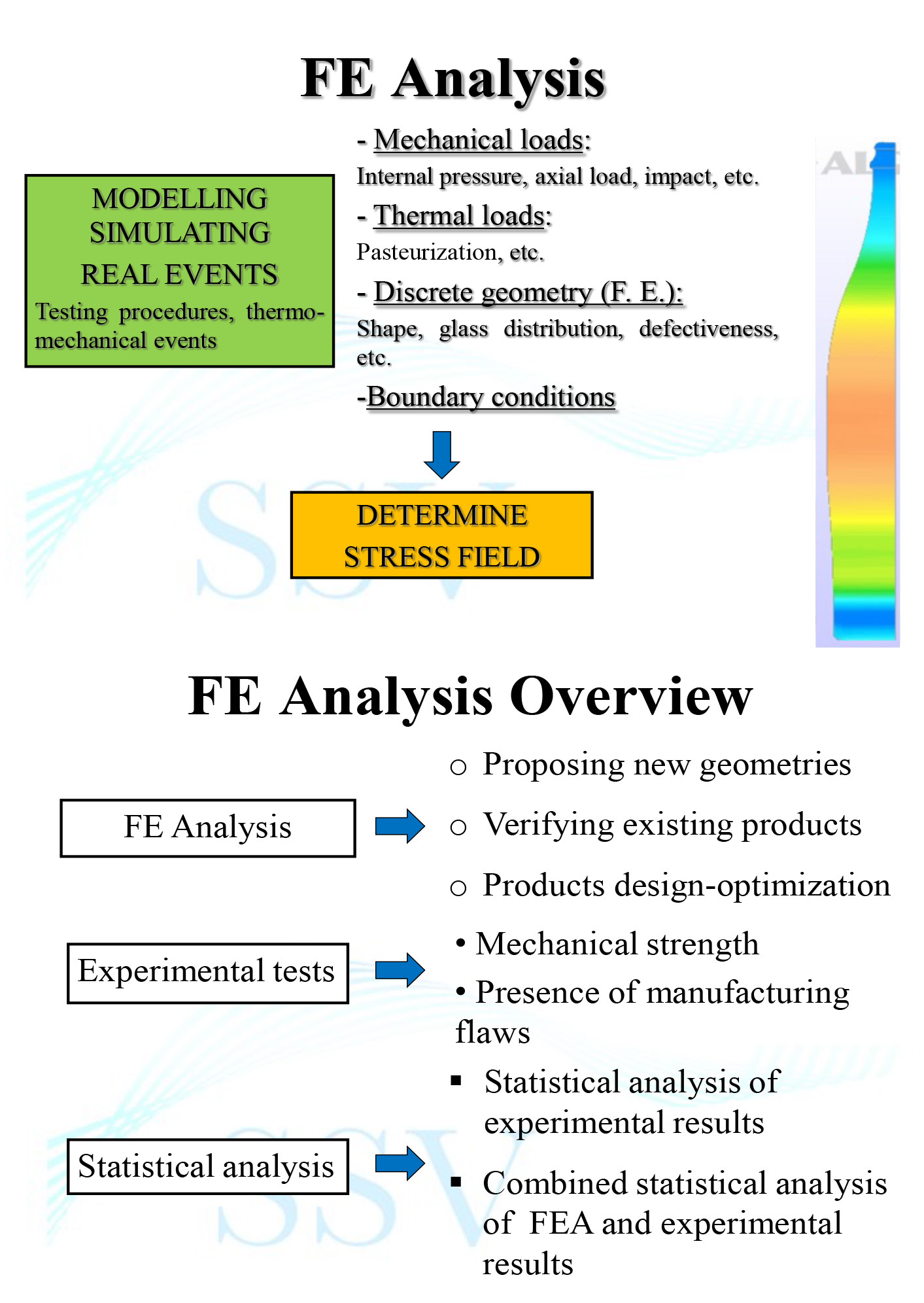
 The design of existing bottles may be checked using Finite Element Analysis in order to get the stress field resulting from the pertinent load (internal pressure, vertical load, thermal shock). Since the main target must be to achieve minimum fracture probability in service, judgment regarding a bottle’s geometry shouldn’t simply be based on reducing the tension peak. Indeed, this evaluation must be carried out by means of the Weibull statistic using the parameters derived from breakage tests carried out on containers that have undergone the degradation that results from manipulation (samples taken from the end of the filling line, at the very least). Generally, experimental data refers to load application lasting 1 minute and it will be modified so to take into consideration the effects of static fatigue, considering that service load is being exerted on the container for long periods of time.
The design of existing bottles may be checked using Finite Element Analysis in order to get the stress field resulting from the pertinent load (internal pressure, vertical load, thermal shock). Since the main target must be to achieve minimum fracture probability in service, judgment regarding a bottle’s geometry shouldn’t simply be based on reducing the tension peak. Indeed, this evaluation must be carried out by means of the Weibull statistic using the parameters derived from breakage tests carried out on containers that have undergone the degradation that results from manipulation (samples taken from the end of the filling line, at the very least). Generally, experimental data refers to load application lasting 1 minute and it will be modified so to take into consideration the effects of static fatigue, considering that service load is being exerted on the container for long periods of time.
A container’s mechanical resistance can be optimized by working on its geometry (the shape of its external profile and the distribution of glass thickness). Should a container have a pre-established shape, our objective is to determine optimal glass distribution in order to make the container lighter.
What we do
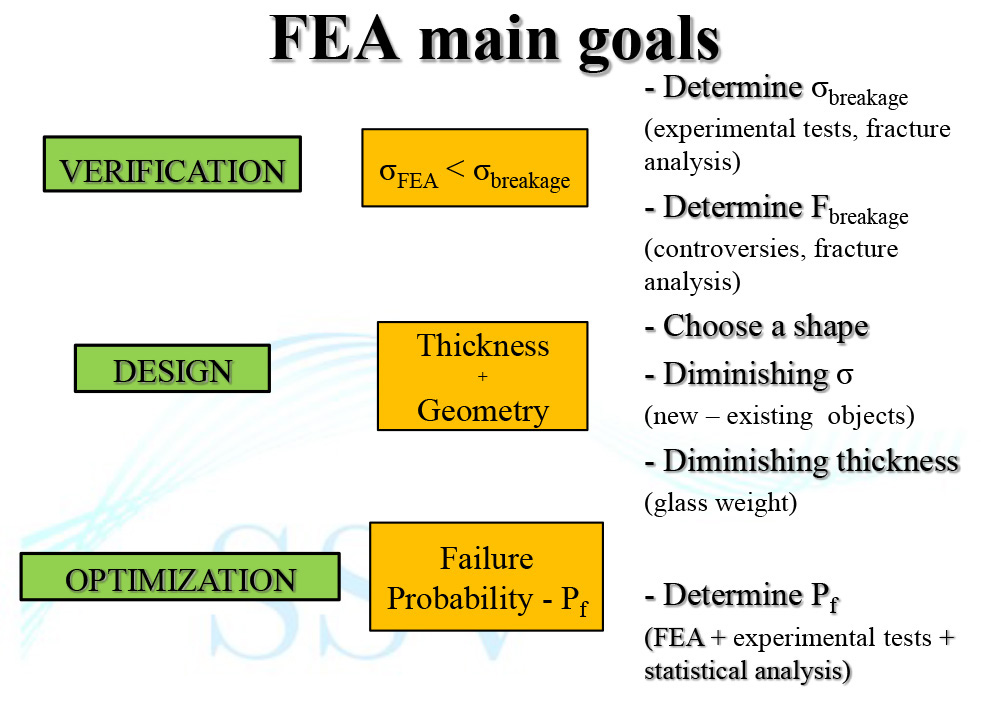
The check/design process can be divided into three main activities:
- Optimization: iterative process to get the best glass distribution that gives the minimum failure probability for the in-service load;
- Verification: mechanical test on a sample made up of designed bottles and new FEA using the real glass distribution
 What we need to perform the analysis
What we need to perform the analysis
(both for check an existing bottle or to valuate new design)
- the shape of the bottle’s external profile as CAD drawing;
- the foreseen in-service load that the bottle has to withstand;
- 100 specimens to be tested in order to achieve:
– the glass thickness distribution along the bottle’s height (and its round homogeneity);
– the pertinent Weibull parameters (mi, pθ_i) for each macro-zone (bottom, sidewall, shoulder) estimated by equivalent static pressure burst tests.
For new bottles, not yet produced, mechanical tests should be carried out on a sample made up of similar bottles sampled to be representative of the degradation resulting from manipulation. In order to verify the design, these mechanical tests should be repeated on a sample of the new bottles as soon as they will be produced.